Gracias a los dos...
Me habéis quitado un peso se encima.
Un saludo
como entrar en el mundo de torno y su amiga la fresadora?
-
Sergi

- Mensajes: 1723
- Registrado: Vie Mar 17, 2006 10:35 am
- País: El Segrià
- Ciudad: Lleida
- Ubicación: (a la derecha, según se mira, de la Vía Láctea)
- Contactar:
Re: como entrar en el mundo de torno y su amiga la fresadora?
"La manzana no nos echó del paraiso, sólo nos dejó ciegos para verlo"
Cecil Thousan
Cecil Thousan

-
tessen

- Mensajes: 57
- Registrado: Vie Oct 31, 2008 12:56 pm
- País: España
- Ciudad: Malaga
- Ubicación: Malaga
Re: como entrar en el mundo de torno y su amiga la fresadora?
Hola a todos, decir que me he leido el post y la verdad es que se me ha hecho muy ameno, antes de nada felicidades Sergi por tu paternidad y por ese torno tan apañado, el mio no es tan grande, es un belflex BF520 pero esta también muy bien, la verdad es que ya no se vivir sin el, a ver si saco tiempo/dinero y lo convierto a control numérico
frajagal, me ha gustado el video que has mandado, aunque lo veo algo peligroso sobre todo cuando lo centra axialmente, si se le pasa la mano en las revoluciones, no sujeta con la fuerza justa la pieza o avanza muy rapido el charriot, se le puede escapar la pieza y golpearle, aun así es un buen método para centrar y copiare la idea
también hay quien pregunta como dejar un acabado espejo, no se si le valdrá esto, pero se puede dar un acabado muy bueno, con una herramienta de tronzar (dándole algo de angulo), usando taladrina, a bajas/muy bajas revoluciones de giro, con poca profundidad y con avance automático el acabado que da es muy bueno (también influye el material)
saludos a todos!
frajagal, me ha gustado el video que has mandado, aunque lo veo algo peligroso sobre todo cuando lo centra axialmente, si se le pasa la mano en las revoluciones, no sujeta con la fuerza justa la pieza o avanza muy rapido el charriot, se le puede escapar la pieza y golpearle, aun así es un buen método para centrar y copiare la idea
también hay quien pregunta como dejar un acabado espejo, no se si le valdrá esto, pero se puede dar un acabado muy bueno, con una herramienta de tronzar (dándole algo de angulo), usando taladrina, a bajas/muy bajas revoluciones de giro, con poca profundidad y con avance automático el acabado que da es muy bueno (también influye el material)
saludos a todos!
-
Sergi
- Mensajes: 1723
- Registrado: Vie Mar 17, 2006 10:35 am
- País: El Segrià
- Ciudad: Lleida
- Ubicación: (a la derecha, según se mira, de la Vía Láctea)
- Contactar:
Re: como entrar en el mundo de torno y su amiga la fresadora?
Hola a tod@s
frajagal... muy interesante la técnica
La copié y va muy bien. Pero pienso que hay que hacer el proceso de centrado con el torno a bajas revoluciones para evitar que la pieza pueda salir despedida. El del vídeo es muy valiente...

-
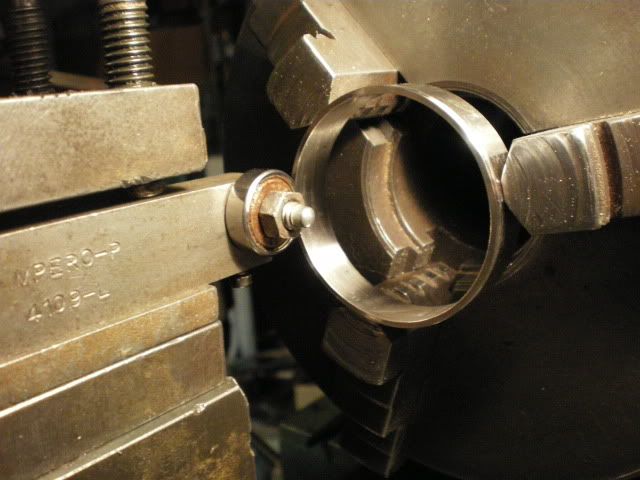
Aproveché e hice una pieza para el centrado de la goma de cierre del ionizador del espectrómetro con un par de mejoras. Una ranura para que la goma no se caiga al abrir el circuito, y una rebaja de la sección del aro hasta un milímetro partiendo de 1,5mm para facilitar la entrada del conjunto del ionizador que pasa muy justo.
Encontré bastante dificultad a la hora de tornear aros tan estrechos. Si lo aprietas demasiado se deforma, y demasiado poco se afloja. Tuve que hacer pasadas muy finas. pero al final quedo mas o menos...

Un saludo
frajagal... muy interesante la técnica
La copié y va muy bien. Pero pienso que hay que hacer el proceso de centrado con el torno a bajas revoluciones para evitar que la pieza pueda salir despedida. El del vídeo es muy valiente...
-
Aproveché e hice una pieza para el centrado de la goma de cierre del ionizador del espectrómetro con un par de mejoras. Una ranura para que la goma no se caiga al abrir el circuito, y una rebaja de la sección del aro hasta un milímetro partiendo de 1,5mm para facilitar la entrada del conjunto del ionizador que pasa muy justo.
Encontré bastante dificultad a la hora de tornear aros tan estrechos. Si lo aprietas demasiado se deforma, y demasiado poco se afloja. Tuve que hacer pasadas muy finas. pero al final quedo mas o menos...
Un saludo
"La manzana no nos echó del paraiso, sólo nos dejó ciegos para verlo"
Cecil Thousan
Cecil Thousan
Re: como entrar en el mundo de torno y su amiga la fresadora?
Tornear aros supone que se deformen al sujetarlos, por poco que se intente apretar.
Recuerda eso al pulido de los espejos japoneses, hechos en una lámina de metal maciza. Los espejos dan en su brillo la imagen de las letras de la parte posterior fundidas, por deformación de milésimas pese al grosor del metal.
La única forma de evitarlo en los aros es macizando la parte que se sujeta.
Pasa igual al tornear cilindros. Una pieza maciza a modo de tapón evita esto. Sin embargo si la pared es muy fina, el propio torneado de la ranura lo puede dilatar. Es preciso pasadas muy finas.
Recuerda eso al pulido de los espejos japoneses, hechos en una lámina de metal maciza. Los espejos dan en su brillo la imagen de las letras de la parte posterior fundidas, por deformación de milésimas pese al grosor del metal.
La única forma de evitarlo en los aros es macizando la parte que se sujeta.
Pasa igual al tornear cilindros. Una pieza maciza a modo de tapón evita esto. Sin embargo si la pared es muy fina, el propio torneado de la ranura lo puede dilatar. Es preciso pasadas muy finas.
-
COSMOS
Re: como entrar en el mundo de torno y su amiga la fresadora?
Hola:
Efectivamente como dice Petersen si quieres reparar la cara interna de un casquillo como el que muestras tendras que hacer un util en el que lo puedas meter, por ejemplo haces una pieza en la que te entre el casquillo a mecanizar y listo, pero hay veces que no tenemos material para hecer dicha pieza pues es demasiado grande. Aun queda un recurso, ponemos la pieza sujeta en las garras y bien centrada, sin apretarla, solo con que las garras la toquen es suficiente, cuando consideremos que esta en su sitio le ponemos una pqueña cantidad de Loctite en cada garra para que no se mueva. Tranquilos el loctite se quita bien de los metales, sobre todo de las garras.
Un saludo.
Efectivamente como dice Petersen si quieres reparar la cara interna de un casquillo como el que muestras tendras que hacer un util en el que lo puedas meter, por ejemplo haces una pieza en la que te entre el casquillo a mecanizar y listo, pero hay veces que no tenemos material para hecer dicha pieza pues es demasiado grande. Aun queda un recurso, ponemos la pieza sujeta en las garras y bien centrada, sin apretarla, solo con que las garras la toquen es suficiente, cuando consideremos que esta en su sitio le ponemos una pqueña cantidad de Loctite en cada garra para que no se mueva. Tranquilos el loctite se quita bien de los metales, sobre todo de las garras.
Un saludo.
Re: como entrar en el mundo de torno y su amiga la fresadora?
No lo recomiendo mecanizar casquillos tan finos si no es con ayuda de un útil a no ser que no se requiera de precisión claro, ya que aparte de que al agarrarlo lo mas mínimo ya esta perdiendo redondez, la superficie suele salir vibrada.
Lo normal y mas cómodo es coger la barra en bruto y hacer el casquillo y luego tronzarlo a la medida y si lo que quieres es reparar pues tocara hacer un útil.
Lo normal y mas cómodo es coger la barra en bruto y hacer el casquillo y luego tronzarlo a la medida y si lo que quieres es reparar pues tocara hacer un útil.
-
COSMOS
Re: como entrar en el mundo de torno y su amiga la fresadora?
Hola:
A si es Kas_Limon, lo mejor es hacerlo nuevo como dices, pero hay veces que no te queda mas remedio que utilizar tecnicas poco convencionales como se comenta en el hilo, y aqui es donde entra la inventiva y los recursos de de cada uno.
Un saludo.
A si es Kas_Limon, lo mejor es hacerlo nuevo como dices, pero hay veces que no te queda mas remedio que utilizar tecnicas poco convencionales como se comenta en el hilo, y aqui es donde entra la inventiva y los recursos de de cada uno.
Un saludo.
Re: como entrar en el mundo de torno y su amiga la fresadora?
Hola Sergi
En primer lugar felicitarte por tu paternidad y por la adquisicion de tu nuevo torno.
He leido que has instalado un controlador inverter y me preguntaba que funcion cumple.
Un saludo
En primer lugar felicitarte por tu paternidad y por la adquisicion de tu nuevo torno.
He leido que has instalado un controlador inverter y me preguntaba que funcion cumple.
Un saludo

Re: como entrar en el mundo de torno y su amiga la fresadora?
Hola a todos.
Resulta que por fin me compré la barra de alinear el torno. Y como el proceso es instructivo como pocos, pues paso a describirlo por si a alguien le vale.
Alinear un torno es dejar paralelos el eje del husillo principal con las guías de la bancada. Esto es imprescindible si al cilindrar queremos hacer realmente cilindros, y no conos.
Metemos la barra en el cono del usillo, se le da un par de mazazos para que quede bien asentada. Ponemos el comparador de reloj en el extremo de la barra y giramos el torno a mano, a ver qué pasa. A pesar de que las barras de prueba son de buen acero templado y rectificado, lo normal es que nos salga algún pequeño error al girar, lo que hacemos para minimizarlo es dejar la barra quieta en el punto intermedio del comparador, ahora el error será máximo en sentido vertical y mínimo en sentido horizontal, que es el que interesa.

Acto seguido hacemos correr el carro de un extremo a otro de la barra, si el comparador no se mueve: “joder, que suerte hemos tenido” Ya hemos acabado. Pero como se moverá (ahí está el Murphy, hincando el diente) Lo siguiente es aflojar, solo lo suficiente, los cuatro tornillos que unen el cabezal que contiene al husillo con la bancada. Habrá algún sistema para ajustar la posición del cabezal, en mi torno son dos tornillos enfrentados y puestos en sentido transversal. Se trata de ajustarlos hasta que la variación del comparador al moverlo sobre la barra sea nula o la menor posible, cuando lo consigamos se vuelve a fijar el cabezal.
Lo siguiente es ajustar el contrapunto. Sin mover la barra se aproxima el contrapunto, con un punto puesto y bloqueado su husillo para evitar holguras, al punto hembra que tiene la barra de prueba. Se mira y remira muy bien y, si no lo está, se ajusta hasta que estén alineados. En mi torno esto se hace, de nuevo, con dos tornillos enfrentados.

Y ya está, Ahora tenemos la seguridad de que obtendremos cilindros al cilindrar.
Otra cosa, para rentabilizar los casi 30 € que vale la barra de prueba, se puede reciclar en barra de mandrinar, con un acople tipo abrazadera para la herramienta.
Salud
Resulta que por fin me compré la barra de alinear el torno. Y como el proceso es instructivo como pocos, pues paso a describirlo por si a alguien le vale.
Alinear un torno es dejar paralelos el eje del husillo principal con las guías de la bancada. Esto es imprescindible si al cilindrar queremos hacer realmente cilindros, y no conos.
Metemos la barra en el cono del usillo, se le da un par de mazazos para que quede bien asentada. Ponemos el comparador de reloj en el extremo de la barra y giramos el torno a mano, a ver qué pasa. A pesar de que las barras de prueba son de buen acero templado y rectificado, lo normal es que nos salga algún pequeño error al girar, lo que hacemos para minimizarlo es dejar la barra quieta en el punto intermedio del comparador, ahora el error será máximo en sentido vertical y mínimo en sentido horizontal, que es el que interesa.
Acto seguido hacemos correr el carro de un extremo a otro de la barra, si el comparador no se mueve: “joder, que suerte hemos tenido” Ya hemos acabado. Pero como se moverá (ahí está el Murphy, hincando el diente) Lo siguiente es aflojar, solo lo suficiente, los cuatro tornillos que unen el cabezal que contiene al husillo con la bancada. Habrá algún sistema para ajustar la posición del cabezal, en mi torno son dos tornillos enfrentados y puestos en sentido transversal. Se trata de ajustarlos hasta que la variación del comparador al moverlo sobre la barra sea nula o la menor posible, cuando lo consigamos se vuelve a fijar el cabezal.
Lo siguiente es ajustar el contrapunto. Sin mover la barra se aproxima el contrapunto, con un punto puesto y bloqueado su husillo para evitar holguras, al punto hembra que tiene la barra de prueba. Se mira y remira muy bien y, si no lo está, se ajusta hasta que estén alineados. En mi torno esto se hace, de nuevo, con dos tornillos enfrentados.
Y ya está, Ahora tenemos la seguridad de que obtendremos cilindros al cilindrar.
Otra cosa, para rentabilizar los casi 30 € que vale la barra de prueba, se puede reciclar en barra de mandrinar, con un acople tipo abrazadera para la herramienta.
Salud
El genio es un uno por ciento de inspiración y un noventa y nueve por ciento de transpiración. T. A. Edison.
¿Quién está conectado?
Usuarios navegando por este Foro: No hay usuarios registrados visitando el Foro y 0 invitados